|
|

PLC:可编程逻辑控制器 PLC或可编程逻辑控制器是自动化行业的计算机控制系统。它是一种没有键盘、硬盘驱动器等的专用计算机。PLC是电气行业要求很高的技能之一。大多数组织都要求应聘者具备PLC知识。在这里,我们将讨论自动化、应用程序、类型、编程、过程、体系结构等。 在本教程中,我们将介绍以下主题:
什么是PLC?PLC是一种适用于控制机器人设备和其他制造过程的数字计算机控制系统。它涉及到一个基本的研究微控制器,数字电路和设计技能. 它提供了简单、灵活、高可靠性的可编程控制器,适用于简单和恶劣的环境。它监视输入设备的状态,做出决策,并控制输出设备。应用领域包括机器人、水箱等。 PLC的范围从很少输入/输出的小型设备到具有数千个输入/输出的大型设备。 因此,PLC是关于: 
为什么公司?PLC最初是在美国创建的,用于替代继电器系统。 继电器不适合汽车行业的缺点如下:
因此,为了克服这些缺点,PLC应运而生。 PLC模型具有简单的外观。PLC的基本部件有输入输出(I/O)模块,协处理器模块,CPU,而且外围设备.的CPU(控制处理单元)与输入/输出通信。I/O模块可以在靠近或较远的地方CPU.因此,PLC并不局限于一个建筑。它包括编程中的计算,用于计算不同的参数,如SPC (统计过程控制). 但要使其运行,我们需要对可编程逻辑控制器进行编程。大多数plc是使用台式机/笔记本电脑上的应用程序控制的。这些应用程序使用通信介质(如以太网或专用通信总线)与PLC通信。通讯媒介的选择取决于制造商。大多数制造商也依赖于USB. 具体的逻辑对于每个程序员来说都是不同的,他们使用不同的技术来做同样的事情。 PLC的类型PLC有三种类型,如下图所示: 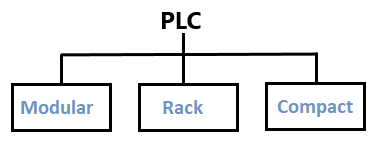 模块化的PLC)在模块化PLC中,模块化意味着添加模块。它使我们可以扩展PLC的结构。当有大量输入和输出时,它是有用的。通过在PLC中增加模块,我们可以增加更多的输入和输出。 它也有更多的内存和存储信息的能力。 该示例包括制造业中的控制处理线。 让我们来看看模块化PLC。  架PLC)机架式PLC内各模块按行排列。架子放在柜子里面。机架式PLC中的槽位之间通过标准网络或总线连接进行通信。 让我们来看看机架PLC。  紧凑型PLC)紧凑型PLC中的输入/输出(I/O)模块由该PLC的制造商决定。这意味着I/O是固定的。但是,紧凑型plc用于小规模应用。 让我们来看看紧凑的PLC。 
PLC的工作原理简单地说,PLC从输入设备获取输入,根据CPU中的逻辑进行处理,并根据该逻辑控制输出设备。 PLC重量轻,可以在没有任何电气过滤或空调的情况下运行。 让我们详细讨论一下。 将按钮、传感器等设备连接为输入设备,可检测PLC中输入信号的变化。输入信号通过屏障,将电压转换为低电压,如5V。CPU监控输入的状态。根据指定的逻辑,CPU处理并产生输出信号。在输出端存在的屏障防止PLC受到外部噪声的影响,并将低电压转换为高电压以驱动输出设备。输出信号控制输出设备,如电机、控制器、指示灯等。 PLC架构PLC硬件设置或体系结构包含用于执行控制功能的硬件和软件。 让我们来看看PLC的架构。 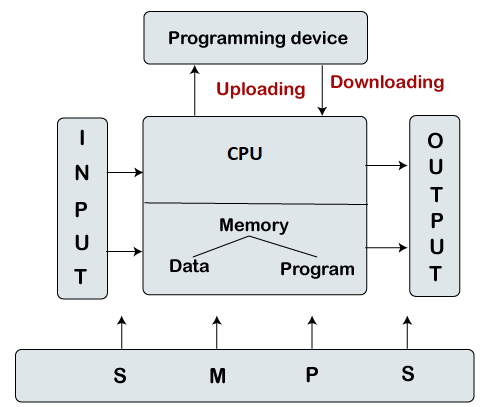 PLC的组成如下: PSPS代表电力供应.电源作为PLC系统的电源。将高压转换为低压或直流,如120V AC转换为24V DC。 线性电源比其他供电方式更简单。 smp它代表开关模式电源.smp是一种功率转换和高频功率转换装置。它将电压电平转换为特定需要的电压。SMPS使用固态开关将交流电源转换为平滑的直流电源。 SMPS一般用于交流到直流的大功率转换。它的效率也比PS高。 让我们讨论PS和SMPS之间的一些区别。考虑下面的表格。
SMPS如何转换电压? 让我们考虑交流电压224V。该过程将224V交流电转换为24V直流。 请看下面的方框图: 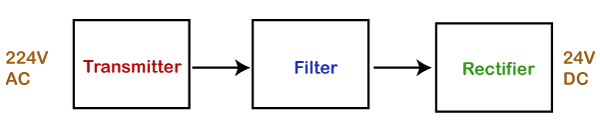 它清楚地解释了高电压到低直流电压的转换过程。 CPUCPU或中央处理器在PLC的中央机架上。数据总线被用作在PLC的不同元件之间发送数据的媒介。它控制所有功能,如存储在PLC存储器中的编程指令。它还控制PLC中的逻辑、通信和监控。它是PLC中包含a的单元单片机或微处理器. CPU在运行模式下执行程序。 即时通讯IM或接口模块被定义为一个精确的、位置传感的、绝对的设备。它通常与换能器一起使用,以降低恶劣环境中的噪声。 编程设备我们需要将所需的程序指定到处理器的内存中。程序最初是在编程装置中开发的。之后,程序被传输到PLC的存储器单元。 CPCP代表沟通过程.PLC中的通信过程包括一个布线系统和一个共享协议.布线系统用于连接PLC中的不同组件,而共享协议允许任何设备了解通信过程中的比特和字节。 MCBMCB或小型断路器作为PLC的安全装置。如果出现过载或故障,它会自动切断电路。MCB常用来代替熔断器I型低压电网。 输入模块PLC的输入模块检测输入设备的状态,如传感器、开关、按钮等。 输出模块PLC的输出模块控制输出设备,如电机、继电器、灯等。 架机架通常作为PLC的固定装置。这意味着它把所有东西都连接在一起。我们可以在PLC中增加机架来容纳更多的模块。机架也有不同的尺寸可供选择。 内存单元内存单元是PLC中存储程序、数据和信息的单元。 PLC有两种类型的内存单元,如下所示: 数据存储器:数据存储器由PLC输入/输出模块存储的数据组成。 程序内存:程序存储器由PLC中的逻辑程序或梯形逻辑程序组成。 PLC周期PLC系统通常很昂贵。不正确的PLC编程或设计会导致生产力的损失。为了节省设计PLC控制应用程序的时间,推荐使用PLCLogix等仿真软件。这样的软件节省时间,也增加了与PLC设备相关的安全性。 PLC的循环如下图所示: 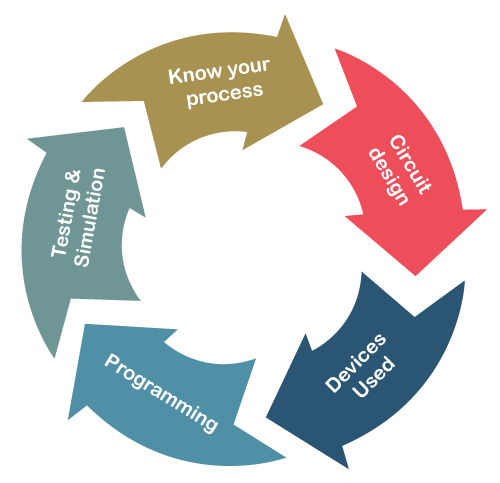 了解你的流程:我们应该知道我们开始的过程。 电路设计:设计是任何项目的第一部分。没有设计就不能创建项目或模型。 设备的使用:了解项目中使用的设备是至关重要的。 编程:这是必不可少的一部分。为实现所创建的模型编写了程序。 测试或模拟:在最后阶段,对模型进行测试。相当多的时间花在测试和模拟上。 以上步骤是了解PLC操作的必要步骤。 PLC扫描周期PLC连续扫描过程,因为输入是随机的(可以随时改变)。扫描周期分为三个部分,分别命名为输入扫描,输出扫描,而且程序执行. 扫描时间:它被定义为一个周期执行程序所花费的时间。周期的持续时间最小,只有千分之一秒。它可以根据程序而变化。 扫描时间越短,PLC的性能越好,价格越贵。 扫描周期如下图所示: 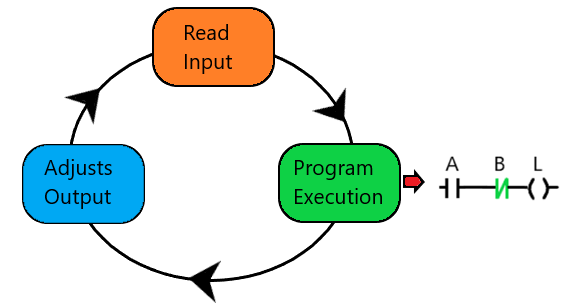 输入扫描:PLC根据指定的输入解决逻辑问题。输入的ON/OFF状态提前保存在数据表中,避免输入突然变化。这也使这个过程更快。 程序执行:控制逻辑保留天梯逻辑程序的内存副本。它使用该副本一次只执行一条指令。 输出扫描:它在扫描过程完成后更新输出。程序的值是临时的。基于这些值,输出将被更新。之后,它会自我检查是否有任何故障并重新启动进程。 什么是安全PLC?安全PLC与普通PLC类似,具有一些额外的安全功能,如冗余。安全PLC还可以执行额外的现场设备检查,如窥探。 plc是自动化系统的一部分,与电气工程有关。安全PLC是任何自动化工业过程的重要组成部分之一。的传感器,PLC(逻辑求解器),以及控制系统被认为是SIS(安全仪表系统)的三个部分。SIS被称为安全停机系统。 SIS监视过程,并在出现任何不安全或风险条件时通过关闭做出反应。安全plc的作用是保护过程免受项目/工厂故障的影响,以防止环境遭受严重风险。在任何危险条件下,安全场所将厂房置于安全状态。 什么是自动化?自动化被定义为将人力减少到最低限度的过程、系统、过程。它是一种无需连续输入就能自动运转的机械装置。这些设备是电子制造的。 与机器学习和人工智能等其他技术一样,自动化的范围也在不断扩大。例如,飞机、锅炉、热处理炉、自动化机械等。 让我们讨论一下自动化的一些特性。
自动化分为工业自动化和非工业自动化。  自动化的类型让我们快速看一下自动化的类型。 有四种类型的自动化,如下所示:
固定的自动化 固定自动化拥有一个开放的、基于逻辑的编程系统。但是,它具有高产量和高初始投资。 灵活的自动化 灵活的自动化在处理有设计变化的产品时非常灵活。 可编程自动化 这是一个以人为本的系统。在这里,新程序被准备好并进入新设备以创造新产品。 综合自动化 它是以上三种自动化(固定、灵活和可编程)的结合。它是一种将技术服务扩展到工程领域的工业控制系统。 PLC的应用我们通常使用台式电脑或笔记本电脑进行编程。 下面列出PLC的一些应用:
PLC的选择标准选择最好的PLC是至关重要的。 让我们讨论一下选择PLC的标准。我们应该根据以下参数选择PLC: 系统需求所要求的PLC应与我们的计算机或笔记本电脑的系统要求兼容。 我们应该经常检查PLC模型。 扫描时间这也是选择PLC的一个重要部分。该PLC扫描时间较短,被认为是最好的PLC,但成本较高。扫描时间的变化取决于PLC的输入数量。 沟通通信意味着与其他设备共享信息。硬件电缆可以是双绞线、无线电调制解调器等。 操作速度它定义了PLC控制系统的运行速度。 应用程序需求它决定了PLC系统的输入和输出要求。 电力需求电气要求包括输入电压、控制系统功率、输出电流、输出电压等参数。 I / oI/O模块应根据所需的项目需求进行选择。如果要控制步进电机,我们可以选择机架式PLC。 内存我们首先需要检查所需的内存数量和大小。PLC的内存与I/O的数量、控制程序的安装等有关。 软件需求软件要求包括兼容CPU、通信和I/O端口、USB端口、以太网端口、用户指定端口等。 生理需求我们要时刻考虑PLC控制系统的位置。在恶劣环境下,应将PLC控制系统置于ip级封闭状态。在选择任何PLC之前,还应记住其他参数,如维护、可访问性和故障排除。 西门子PLC)如前所述,西门子PLC是所有行业中最常用的PLC。 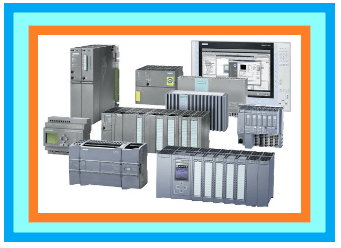 西门子PLC分为三代,具体如下: 1圣一代,微 2nd一代,迷你 3.理查德·道金斯一代,纳米或架PLC) 西门子plc系列如下:
S7400F PLC还具有容错功能。我们可以根据需要选择产品。S7200是目前最便宜的西门子PLC。很容易开始编程与S7-200 PLC。 Simatic步骤7Simatic step7是一款功能强大的自动化软件工具,它包括了Siemens plc的编程环境。可以使用Simatic Step 7工程软件进行人机界面基本面板的编程和配置。 STEP 7软件支持的编程语言有梯形编程、功能框图和结构化文本编程语言。 今天,智能的选择是自动的介绍SIMATIC s7 - 1200控制器。 下面让我们来了解一下S7-1200控制器的优点:
PLC的协议plc使用协议进行通信。与plc相关的协议如下: 1.PPI 的PPI或点对点接口协议是专门为S7-200 PLC设计的通信协议。但是,它不是由西门子直接开放的。 2.MPI 的MPI或多点接口协议是西门子公司的接口。MPI用于连接设备,如个人电脑等。MPI的速度范围从187.5 kBd (Kilo Baud)到12兆波特。 3.现场总线 过程现场总线或现场总线采用多滴单根线缆,用于设备之间的连接。它经常与Profinet混淆。单根电缆容易发现故障。Profibus电缆的安装成本也很低。 4.Profinet 的过程场网或Profinet也被西门子使用,如Profibus。Profinet的响应时间更快,可以提供更高的数据采集。 5.光纤电缆 的光纤电缆支持高带宽水平和长距离的高传输能力。 6.以太网电缆 以太网电缆充当设备之间的有线传输中间体。以太网电缆被考虑用于PLC模拟输入和输出的布线。以太网连接比无线连接具有更快的安全性和可靠性。 7.局域网电缆 的局域网电缆提供了从上位机到PLC的下载和上传能力,反之亦然。常见的局域网应用包括分布式控制等。 8.5号猫,6号猫,7号猫 在这里,Cat代表类别.这些是常见的以太网标准,广泛用于减少干扰的传输。 5级网速可达100Mbps。 6级网速高达10Gbps。 7级网速高达100Gbps。这是最新的屏蔽电缆。 双绞线 它是一种将单个电路的两对导体绞合在一起以提高电路电磁性能的布线系统。 PLC制造商下面列出了生产PLC的行业:
PLC编程PLC编程是按用户要求实现和设计控制应用程序的关键任务。它是一组指令,可以是图形形式,也可以是文本形式。 在这里,我们将讨论最常用的方法称为梯形图,这是一种图形化方法。PLC一进入运行模式,就按照指定的程序工作。 在PLC软件中进行编程。在这里,我们讨论了西门子PLC常用的软件SIMATIC STEP 7。我们可以很容易地从任何浏览器下载它。编程中的功能块包括按钮,计数器,计时器,比较器,等。 类型我们已经讨论了控制逻辑建立PLC的输入和输出。PLC的控制逻辑可以使用不同的编程语言进行编程。 在所有的编程语言中,Ladder是用于PLC的最常用的编程语言。因此,我们将详细讨论Ladder编程。 IEC标准61131-3的初始版本支持五种基本编程语言,分别是FBD、ST、IL、SFC和Ladder。用于编程PLC的基于标准的编程语言称为梯形图。ST和IL是文本编程语言,而Ladder、FBD和SFC是图形编程语言。 .下面我们来讨论六种编程语言: FBD(功能框图) FBD图中的功能被描述为基本块的集合。函数框图中的变量(输入和输出)通过线条连接到块上。 ST(结构化文本) 结构化文本是一种基于Pascal的块结构语言。它是一种高级语言。它也是一种基于文本的语言。 IL(指令表) 指令列表是一种基于文本的低级语言。 SFC(顺序流程图) 顺序流程图是由序列中图表的功能来定义的。如果这个过程可以分成几个步骤,我们就可以使用它。 示例程序:  梯子逻辑它被定义为一种图形化编程语言,使用符号表示法来表示逻辑操作。我们可以用梯形逻辑在任何软件上编程PLC。 在开始编程之前,让我们讨论一些基本概念。 按钮按钮是控制机器或过程的简单按钮。我们需要按下按钮将其电气状态从开到关,反之亦然。 按钮被进一步分类为NO(常开)而且常闭,如下图所示: 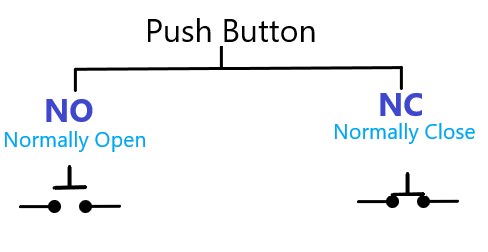 NC:常闭是电路的默认状态,使电路有电接触。这表示电路处于ON状态。 没有:常开是电路不与电路发生电接触的状态。这意味着电路处于OFF状态。它打开电路的端子以中断流动电流。 我们将在PLC中使用按钮进行编程。 编程中使用的符号各种符号被用来创建PLC编程的梯形电路。让我们考虑一些基本的符号。符号如下所示: 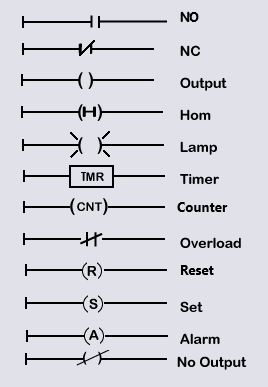 我们先来讨论一下NO和NC的概念。我们还将讨论当输入为0或1时,NO和NC按钮的输出。 没有 当按下“NO”按钮时,该按钮将变为“NC”。这意味着,当输入为1时,NO变为NC。这意味着电流可以通过。 请看下图: 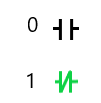 它清楚地表明,当输入为0时,NO仍然是NO。当输入为1时,它变为NC。 数控 当输入为0时,NC按钮保持不变。当输入为1时,它变为NO。 请看下图:  我们可以根据需要将NO和NC并联或串联。 现在,我们将讨论逻辑门及其梯形图。在梯形图中使用NO和NC的概念将有助于我们构建PLC的电路。下面讨论逻辑门的梯形图: 逻辑门我们将讨论逻辑门及其使用NO和NC按钮的电路。 基本的盖茨 基本门是或者,而且不. 或与门真值表如下:
NOT Gate的真值表如下:
与门梯形图 与门的梯形图如下: 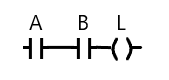 在这里,一个而且B是输入,而l是灯.当电流流过电路到达灯时,灯就会发光。否则,灯就不会发光。 当A = 0, B = 1时,电路为: 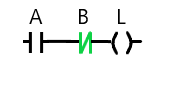 灯不亮,因为启动按钮是OFF的。电流不会流动。 但是,如果A = 1, B = 1,则电路将如下所示: 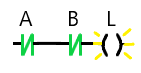 在这里,灯会亮起来。因此,满足与门的条件。 类似地,我们将使用相同的逻辑为所有门创建一个梯形图,如上所述。 OR门梯形图 OR门的梯形图如下: 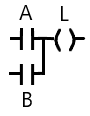 当A = 0, B = 1时,电路为: 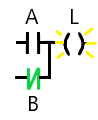 当A = 1, B = 1时,电路为: 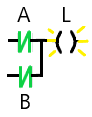 NOT门的梯形图 非门的梯形图是一个简单的NC。 如果输入为0,则输出为1,反之亦然。  如果输入为0,电路将显示为:  如果输入为1,电路将显示为:  灯不会亮,因为NC会变成NO。 普遍的盖茨 万能之门是与非而且也不. NAND门和NOR门的真值表如下:
NAND门梯形图 NAND门的梯形图如下: 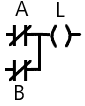 当,A = 1, B = 0时,电路表现为: 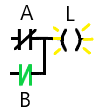 在这里,灯会亮起来。 如果A = 1, B = 1,灯不会亮,因为两个NC都会变成NO。 因此,条件是满足的。 NOR门梯形图 NOR门的梯形图如下: 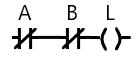 当,A = 1, B = 0时,电路表现为: 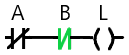 在这里,灯不会亮,因为第一个NC将变成NO。 如果A = 0, B = 0,灯会亮,因为两个NC保持不变。 因此,条件是满足的。 独家盖茨 专属门是XOR而且XNOR. EX-OR和Ex-NOR门真值表如下:
对XOR 对于XNOR 异或门梯形图 异或门的梯形图如下: 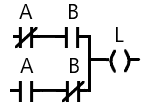 当A = 0, B = 1时,电路为: 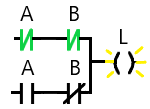 在这里,灯会亮起来。 但是,如果A = 1, B = 1,则电路将如下所示: 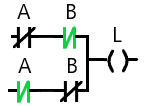 在这里,灯不会亮,因为电路的NC变成了NO。 因此,条件是满足的。 XNOR门的梯形图 XNOR门的梯形图如下: 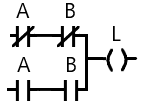 当A = 0, B = 1时,电路为: 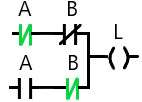 灯不亮了。电流流过的电路是不完整的。 但是,如果A = 1, B = 1,则电路将如下所示: 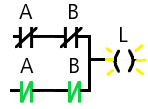 在这里,灯会亮起来。 因此,条件是满足的。 PLC中的内存映射下面讨论PLC中的内存映射: 1字节= 8位。 1位= 0或1 2字节= 2 x 8 = 16比特= 1个字 4比特=小口吃 2字= 32位= 4字节= 8啃= 1双字 存储器分为程序寄存器、字寄存器和离散寄存器。 计划:程序是使用功能块和符号创建的。如上所述,可以使用五种编程语言对功能块、函数和块进行编程。 词:1个字= 16位。 离散寄存器:可以用作输入的1位寄存器被认为是离散寄存器。可以用作输入的16位寄存器被认为是输入寄存器。 考虑plc的部分内存映射,如下表所示:
内存区域PLC中的内存区域分为负载内存、工作内存和保持内存。 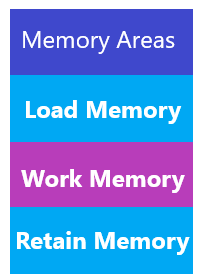 加载内存 它是一种非易失性存储器。它包含内存、数据块、代码块和硬件配置。 工作记忆 它是一种易失性存储器。它包含内存和数据块。工作内存仅用于CPU运行,不能扩展。 记忆力 它是一种非易失性存储器。它可以在停电的情况下保存有限的数据量。但是,某些行为内存重置而且出厂设置重置可导致删除内存对象的保留内存。 编程中使用的其他组件编程中使用的其他组件如下所示: 计时器 PLC中的定时器提供了像电子继电器一样的开和关时间延迟。例如,在ladder电路中放置一个5s的定时器。输出将在持续5秒后处于OFF/ON状态。 定时器分为ON定时器、OFF定时器和Pulse定时器。 在计时器 ON定时器中的输出在指定的延迟后被打开。它是最常用的延时定时器。 ON Timer的表示方式如下图所示: 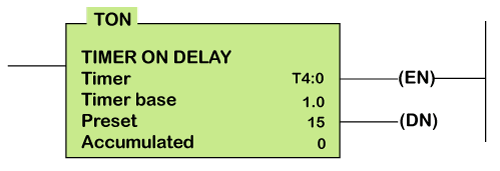 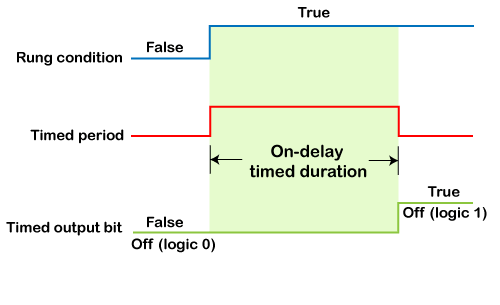 我们可以用秒和毫秒两种方式来表示时间。 例如,
在那里, S表示秒,MS表示毫秒 ON定时器中的参数如下所示: 计时器号码:文件名称 时基:以时间为基数。这里,它以秒为单位显示 预设值:指定延迟时间 累积值:当定时器重置时,值变为0。它从0开始计时。 当累积时间等于预设时间时,开启梯形图输出。 ON定时器如何工作? 当条件或逻辑图为真时,计时器开始计数。计数直到指定的延迟时间。例如,如果延迟时间是10秒,计时器将计数到10秒。计数显示在累积值部分。一旦累积部分的值等于预设值(指定值),逻辑操作(true)并打开输出。 请看下面的图表: 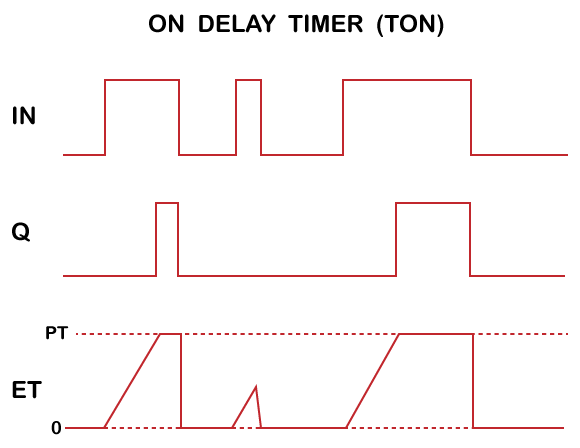 关闭定时器 OFF定时器中的输出在指定的延迟后被关闭。表示如下图所示: 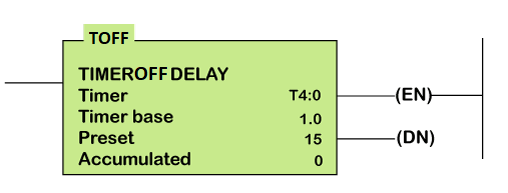 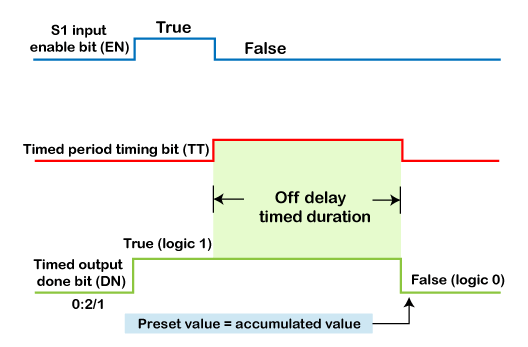 OFF定时器的参数与ON定时器的参数类似。 当累积时间等于预设时间时,关闭梯形图输出。 OFF定时器如何工作? 当条件或逻辑图为真时,计时器开始累积。计算,直到累积值等于指定的现值。一旦累积段的值等于预设值(指定值),输出变为false并关闭输出。 请看下面的图表: 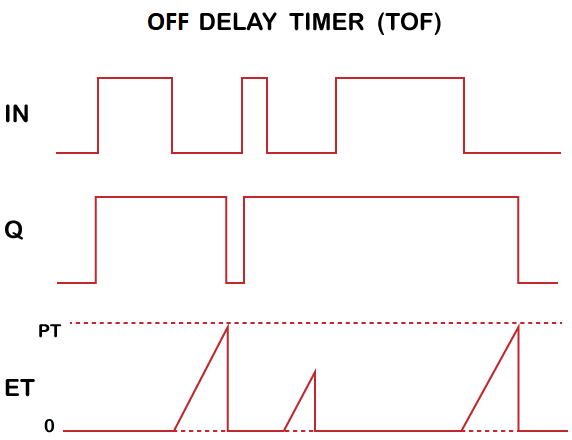 S_PULSE计时器 脉冲定时器用于产生脉冲。它产生指定长度的脉冲。 脉冲定时器如下图所示: 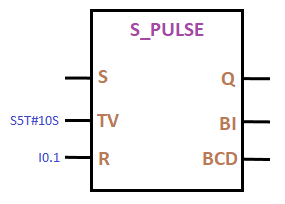 下面讨论S_PULSE Timer的参数: 史:它的意思是集.它被定义为定时器的触发信号。 电视:它表示存储在计时器中的计时器值。时间值表示为S5T #电视,其中TV是指定的时间值。 让我们考虑一个例子: S5T # 10年代 在这里, 10s为以秒为单位指定的时间。 接待员:它的意思是重置.它被定义为定时器的复位信号。 问:它是输出脉冲定时器。 BI:它表示二进制代码中的当前时间。 BCD:它以二进制编码的十进制表示当前时间。 时间的指定形式为S5T # 5 s. 在那里, 5s为指定时间,单位为秒。 要将时间设置为10秒,我们将声明它为S5T # 10年代. 脉冲定时器是如何工作的? 设定的输入(年代)的定时器在接收到正脉冲时变为活动。只要输入为“1”,定时器就处于运行状态。当输入状态从0变为1时,输出被启用。定时器一直运行,直到累加器值达到预设值。我们可以读取脉冲定时器的BI和BCD输出处的累加器值。 请看下面的图表: 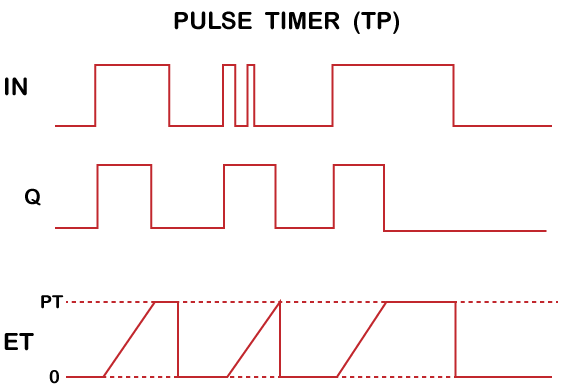 S_ODT 这里,ODT代表延时定时器.只要信号的输入状态为正,计时器就会运行。 S-ODT定时器如下所示: 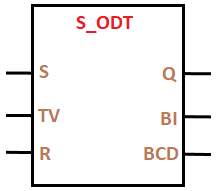 S_ODT定时器的参数与S_PULSE定时器类似。 S-ODTS 这里,ODTR代表On Delay Timer。这是一种保留延时定时器。 当定时器的SET状态为正时,定时器启动。当状态从0到1发生变化时,定时器重新启动。 S-ODTS定时器如下图所示: 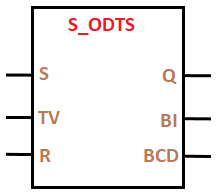 让我们考虑S_PULSE、S_ODT和S_ODTS定时器的图形,如下所示: 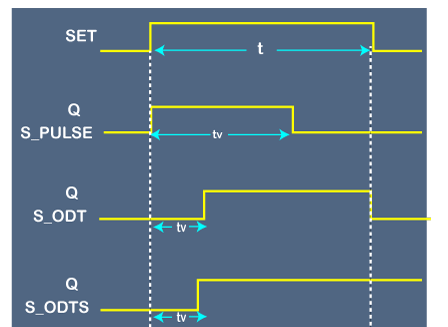 这里,TV表示指定的定时器值。 计数器计数器分为升压、降压和升压。 升压计数器 上升计数器是用来计数的。 上计数器功能块将显示如下图所示: 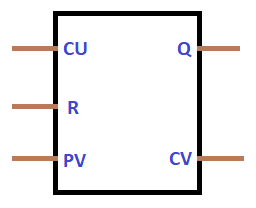 功能块参数讨论如下: 铜:它决定计数器的输入状态。 接待员:它的意思是重置.它被定义为计数器的复位信号。 PV:它被定义为计数器的极限。 问:它表示输出。 简历:它被定义为当前计数器值。 计数器中的计数值表示为c# 10.计数器将连续计数直到10个脉冲。 它是如何工作的? 计数器输入端的每一个脉冲都会使其当前值增加1。当当前计数器值等于或大于计数器限制时,输出(Q)处于SET状态。 复位(R)上的脉冲将重置计数器的状态。这意味着计数器的当前计数器值将变为0。 降压计数器 下降计数器是用来倒数的。 下计数器功能块如下图所示: 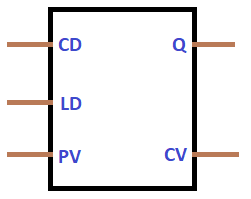 砌块参数讨论如下: CD:它确定向下计数器的输入状态。 LD:它被称为负载输入。 PV:PV表示计数器的极限。 问:它表示输出。 简历:它被定义为当前计数器值。 它是如何工作的? 下行计数器输入端的每一个脉冲都会使其电流值减少1。这意味着计数器值将减少1。当当前计数器值等于或小于0时,输出(Q)处于SET状态。 负载输入(LD)上的脉冲决定计数器限制值(PV)。计数器限制的值进一步分配给CV(当前计数器值)。 Step-up-down计数器 上下计数器可用于两种方式的计数。我们可以使用上下计数器设置同一数字的上下限制。 上下计数器功能块如下图所示: 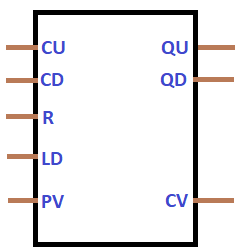 砌块参数讨论如下: 铜:它决定了向上计数器的输入状态。 CD:它确定向下计数器的输入状态。 接待员:它的意思是重置.它被定义为计数器的复位信号。 LD:它被称为向下计数器的负载输入。 PV:它被定义为计数器的极限。 曲:它表示Up计数器的Output。 QD:它表示Down计数器的Output。 简历:它被定义为当前计数器值。 它是如何工作的? 上计数器输入端的每一个脉冲将使其当前值增加1。向下计数器输入的每一个脉冲将使其当前值减少1。 当当前计数器值大于或等于计数器限制(PV)时,输出(QU)进入SET状态。当当前计数器值等于或小于0时,输出(QD)处于SET状态。 复位(R)上的脉冲将重置计数器的状态。这意味着计数器的当前计数器值将变为0。 负载输入(LD)上的脉冲决定计数器限制值(PV)。计数器限制的值进一步分配给CV(当前计数器值)。 比较器比较器用于比较两个值。我们还可以使用比较器来比较诸如压力、温度等物理量。 可以使用比较器进行比较的值类型为相等、大于、小于、不等于、检查有效性和检查无效。 比较器中的值表示为: 相等比较器:CMP = = 1 这里,一个是被比较的值。它用于确定第一个值是否等于第二个值。类似地,not equal用于确定第一个值是否不等于第二个值。 相等比较器表示如下图所示: 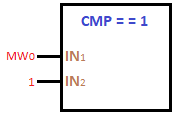 较大或相等比较器:CMP > = 1 它用于确定第一个值是否大于或等于第二个值。 少或相等比较器:CMP < = 1 它用于确定第一个值是否小于或等于第二个值。 小于比较器:CMP < 1 它用于确定第一个值是否小于第二个值。 大于比较器:CMP >1 它用于确定第一个值是否小于第二个值。 现在,我们已经讨论了计时器、比较器、计数器和按钮。 让我们在梯形图中实现这些。这将有助于清楚地理解梯形图的概念和其中使用的组件。 考虑下面的例子。 例子例1:我们有三个按钮。如果按下A、B、C,红色指示灯常亮。如果A和B被按下,绿色的LED亮起。这意味着一次只有一个LED是亮着的。解决方案: 考虑到:这里有两个led:绿色和红色。在同一时间,一个LED灯。它可以是绿色也可以是红色。 按按钮:A, B, C 我们将基于上面的逻辑创建一个梯形图。 梯形图如下图所示: 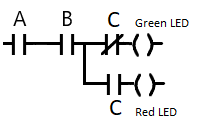 这里,我们在梯形图中插入了同一个按钮“C”的NO和NC。当我们按下NO按钮时,它变成了NC。当我们按下NC按钮时,它变成了NO。 当我们按下C按钮时,我们同时按下了C按钮的NO和NC。 我们开始吧。 案例1:同时按下所有的A、B、C按钮。 电路现在将显示为: 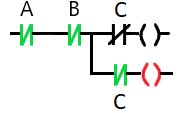 如图所示,红色LED会亮起。 注:以上符号的颜色只是为了更好地理解。案例2:只按A和B按钮。 NC总是允许电流通过电路。当我们按下它时,它只会变成NO。 电路现在将显示为: 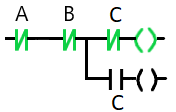 在这里,绿色的LED会亮。由于C按钮是NC,它也允许电流通过。 例2:我们有四个按钮。当A、B和C被按下时,输出为ON。当C和D被按下时,相同的输出是ON。解决方案: 考虑到:这里有四个按钮:A、B、C和D。 但这里,我们只有一个输出。 我们将基于上面的逻辑创建一个梯形图。 梯形图如下图所示: 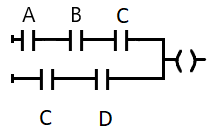 在这里,我们对所有四个按钮都使用了NO(常开)。如果我们愿意,我们还可以将D按钮与A、B、C三个按钮串联起来添加NC。输出不会有变化。 我们开始吧。 案例1:按A、B、C键。 电路现在将显示为: 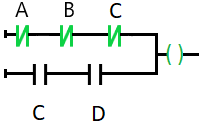 案例2:按C和D键。 电路现在将显示为: 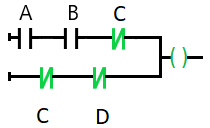 由于A和B按钮关闭,输出从C和D按钮的较低系列打开。 例3:我们有四个输入。输入1打开输出“A”。输入1、2、3和4使输出'B' ON,而输入1和2使输出'C' ON。解决方案: 考虑到:这里有四个输入(1、2、3和4)和三个输出(A、B和C)。 我们将基于上面的逻辑创建一个梯形图。 梯形图如下图所示: 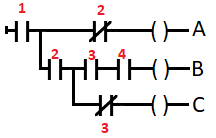 我们开始吧。 案例1:按输入1。 电路现在将显示为: 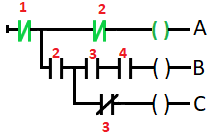 这里,输出A是ON。 案例2:按下所有的输入。 电路现在将显示为: 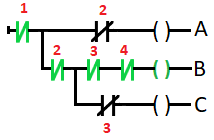 我们已经按下了所有四个输入(1、2、3和4)。这里,输出B是ON。 因为第一行输入2和第三行输入3是NC。所以,按下它们就会阻塞电流。 案例3:按输入1和2。 电路现在将显示为: 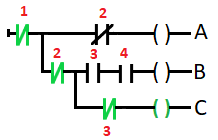 输入3为NC。因此,它允许电流到达输出c。输出C打开。 例4:我们有三个输入,三个led作为输出。当我们按下按钮A和B时,红色的LED灯亮起。当我们按下按钮A、B和C时,绿色的LED灯亮起。当我们按下按钮B和C时,黄色的LED灯亮起。解决方案: 考虑到:在这里,有三个输入(A, B和C)和三个输出LED(红色,绿色和黄色)。 我们将基于上面的逻辑创建一个梯形图。 梯形图如下图所示: 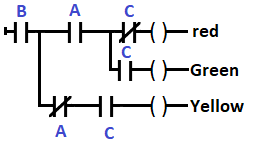 我们开始吧。 案例1:按下按钮A和B。 电路现在将显示为: 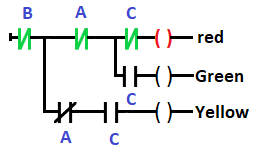 在这里,红色LED会亮。 案例2:按下所有的按钮。 电路现在将显示为: 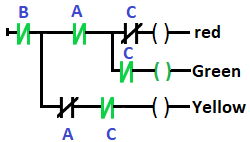 A为第三行NC按钮,按下该按钮将阻断当前流量。因此,绿色LED会亮起。 我们也可以在第三行插入B按钮的NC代替A按钮。根据问题,我们可以根据自己的选择设置NO和NC。但是,它不应该对输出产生任何不利影响。 案例3:按下按钮B和C。 电路现在将显示为: 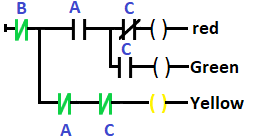 现在,我们将讨论一些计时器和计数器的例子。 例4:有两个电机(1和2),按下启动按钮电机1变为ON。但是,当按下停止,它变成关闭,电机2是10秒。解决方案: 考虑到:这里有两个马达。还有以秒为单位的时间持续时间。因此,将使用计时器。 我们将基于上面的逻辑创建一个梯形图。采用定时器等电路实现比一般电路要困难得多。 在这里,我们将使用脉冲计时器。 我们将画出三个梯形图。 对上述过程进行了一步一步的说明。 我们开始吧。 步骤1:第一个梯形图 第一个梯形图如下所示: 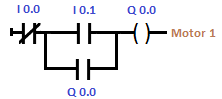 在这里, “问0.0”是第一个阶梯的输出。输出'Q 0.0'与'I 0.1'按钮平行,作为一个缓冲对于电路。 我0.1是开始按钮。 电路的输出被认为是电机1的输出。 工作:当我们按下启动按钮时,电机1变成ON。 按下启动按钮后的电路如图所示: 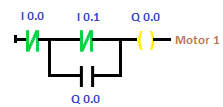 第二步:第二张梯子图 第二个梯形图如下图所示: 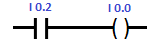 在那里, 我0.2是停止按钮。 工作:当我们按我0.2按钮,它将打开输出我0.0,这是第一个梯形图的NC。数控我0.0是一个按下的按钮,它将阻塞第一个梯形图中的电流流。它会进一步转向电机关闭1. 按下停止按钮后的电路将显示为: 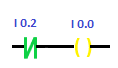 第一个梯形图如下所示: 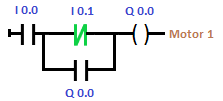 第三步:第三个梯子图 第三个梯形图如下所示: 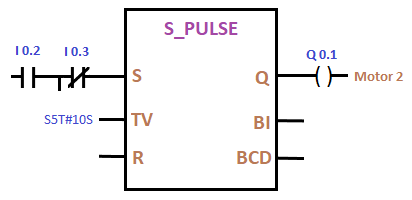 q0.1:输出的电机2. 工作:当我们按我0.2按钮,将打开脉冲定时器。定时器将ON输出Q 0.1。输出将在指定的持续时间内保持ON状态10秒.当累加器中的计数等于预设值(10)时,计时器停止。 因此,根据问题,所有的条件都满足了。类似地,我们也可以为其他问题创建逻辑图。 第四步:全回路 完整电路的三个梯形图如下所示: 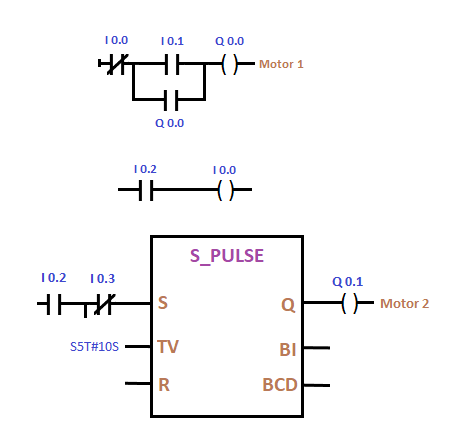 注意:如果我们想在10秒后打开任何设备,我们必须使用S_ODT定时器。自动化工具自动化工具有安(人工神经网络),DCS(分布式控制系统),人机界面(人机界面),SCADA(监控和数据采集),以及PLC)(可编程逻辑控制器)。 让我们讨论PLC和SCADA之间的主要区别。 SCADASCADA或监控与数据采集“,是一种由PLC控制和监控工业过程的软件。它通常用于高级流程管理系统和实时数据分析。 SCADA多与PLC等设备结合使用。SCADA的功能是控制整个系统,而PLC的作用是作为特定资产的控制点。SCADA包括几个组件,因此它具有比PLC更大的能力。 PLC和SCADA应用于自动化行业,如石油天然气、能源、废物控制、交通运输、水控制等。 PLC vs. SCADAPLC和SCADA的区别如下:
|
 观看视频请加入我们的Youtube频道:现在加入
观看视频请加入我们的Youtube频道:现在加入
反馈
- 将你的反馈发送至(电子邮件保护)
帮助他人,请分享








